ENGINE REBUILDING AUTOMOTIVE MACHINE SHOP
1- 413-583 - 4414
80 Ravenwood Drive Ludlow, MA 01056
Performance Machine Shop and Engines Since 1989
SHOP SERVICES
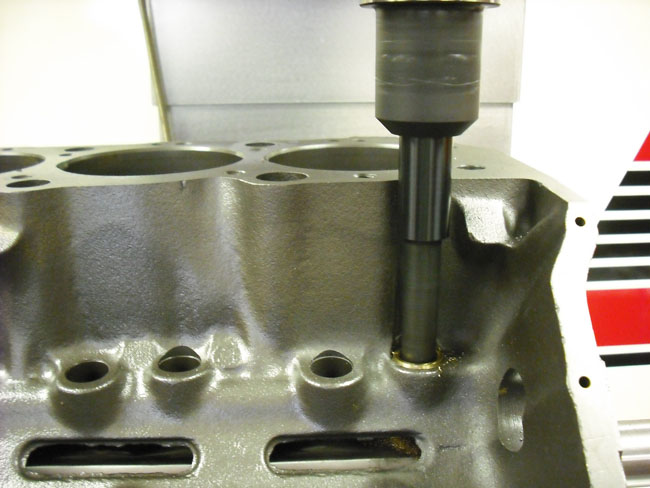
Darton T Sleeve installation utilizing the proper CNC machining process.